






氟塑料吸塑包裝自吸是指啟動時吸入管內沒有注滿水,具有自動排出吸入管內氣體的功能,短時間運行后進入正常運行。 1.吸塑包裝儲液容積和儲液高度的確定; 儲液容積是指泵停止后泵體能夠儲存液體的容積,即泵體在泵吸入口低點以下的容積,主要是擠壓室和氣液分離室的一部分。 儲液量不應小于泵的設計流量的一半(以秒為單位)(例如,如果泵的設計流量不小于,則儲液量太小(即泵中儲存的液體太少),這使得自吸時間增加,甚至不能自吸;過度使用會使泵變重。除了足夠的儲液量外,還須有一些的儲液高度。貯液高度是從泵吸入低點到葉輪中心的高度,通常取約等于葉輪半徑。 2.氣液分離室容積和泵體出口高度的確定: 氣液分離是指泵體除擠壓腔外的部分。體積越大,氣液分離效果越好,分離越快。但是,當氣液分離室的容積大到某些程度時,增大它的效果并不顯著,反側會使泵體體積變大,所以氣液分離室有一個有容積值,根據現有經驗,它等于或略大于儲液容積。 3.擠壓腔舌和葉輪之間間隙的確定; 對于自吸離心泵,隔膜與葉輪之間的間隙對自吸性能影響很大。上擠壓室中隔膜和葉輪之間的間隙越小,自吸時間越短。這個間隙通常是通過外部混合獲得的;內部混合服用。如果設計為雙渦室,通常可以按照確定離心泵擠壓室舌片與葉輪間隙的一般方法來確定下擠壓室舌片與葉輪的間隙。







吸塑包裝厚度不均原因及注意事項 雙吸塑包裝是指紙卡和產品用兩個吸塑包裝在一起的包裝形式。其特點是需要高頻機對雙泡殼邊緣進行封口,效率低,包裝成本高,但邊緣整齊美觀,產品外觀gaodang。吸卡包裝是指用吸塑油將紙卡表面的吸塑熱封,這是超市電池包裝中常用的方法。其特點是需要吸塑密封設備將產品密封在紙卡和泡殼之間。 為什么吸塑包裝厚度不均勻厚度不均勻常見的原因有三種:貨架、板材、溫度等。 1.如果吸塑包裝盒的貨架位置調整不吸塑包裝當,如果放錯位置或放置不合理,厚度會不均勻,所以對師傅來說,調整吸塑包裝的貨架位置非常重要。解決辦法是根據實際情況調整貨架位置。 2.不合適的板材厚度也會影響吸塑成品包裝的厚度,如果吸塑成品包裝的厚度因板材質量原因不均勻,需要與供應商協商增加板材厚度。 3.后期溫度的調整也有關系。不同的模具和材料會導致不同的溫度,這需要有經驗的師傅來調節溫度,使之適合板材和模具。

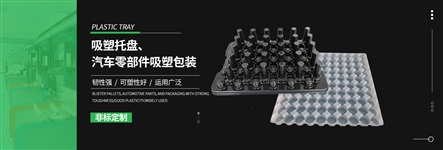
吸塑包裝吸塑常用四道工序知識是什么? 吸塑裁切:吸塑成型后的塑料產品,經過沖床,將大張的片材用刀模分切成單個產品。也叫下料,裁斷,模切等。 吸塑折邊:吸塑包裝品中有一種叫插卡包裝,需要將泡殼的三個邊用折邊機折到背后,以便在下一道封裝工序中,將紙卡插入折邊內,形成插卡包裝。 吸塑劃痕:吸塑成品上特別是透明泡殼上帶有劃傷的痕跡,如果痕跡太長,太大,泡殼就成了次品,無法用于包裝。 吸塑拉線:吸塑成型生產時產生的一些不應有的線條突起(模具上沒有的),需要重新修改模具(降低高度和增加園滑度)和增加額外的壓力模具(我們稱之為上模)來解決。拉線過大時,被看作是次品,無法用于吸塑包裝,但在零部件周轉托盤領域,只要拉線排列整齊,不影響使用功能,應視為合格品。拉線又稱之為:拉丘,抽筋等。

您好,歡迎蒞臨方立包裝,歡迎咨詢...





